![]()
![]()
![]()
The effect of temperature on the static tensile properties of the metastable austenitic steel JIS-SUS304 was investigated to clarify the conditions of stress-induced martensitic transformation behavior for maximum uniform elongation. Results of the static tensile tests showed that the tensile strength increased with decreasing temperature and that uniform elongation reached a maximum value at 308 K. The inverse temperature dependence of 0.2% proof stress was observed below 243 K. The volume fraction of martensite increased with decreasing deformation temperature. The conditions under which the stress-induced transformation resulted in the maximum uniform elongation due to the transformation-induced plasticity (TRIP) effect in SUS304 steel were summarized in terms of the martensite volume fraction and rate of transformation. The martensite volume fraction at true strain, which indicates the maximum transformation rate, was found to be approximately 35% independent of the deformation temperature. In stress-strain relationships for which the maximum uniform elongation was obtained, both the evolution rate of the dislocation density and the work-hardening continued to increase until near-uniform elongation was observed, and the maximum calculated value of work-hardening was almost 20 MPa/%.
![]()
 In this study, the commercial metastable austenitic stainless steel JIS-SUS304,
with a thickness of 1.5 mm, was used. By employing the equation used by
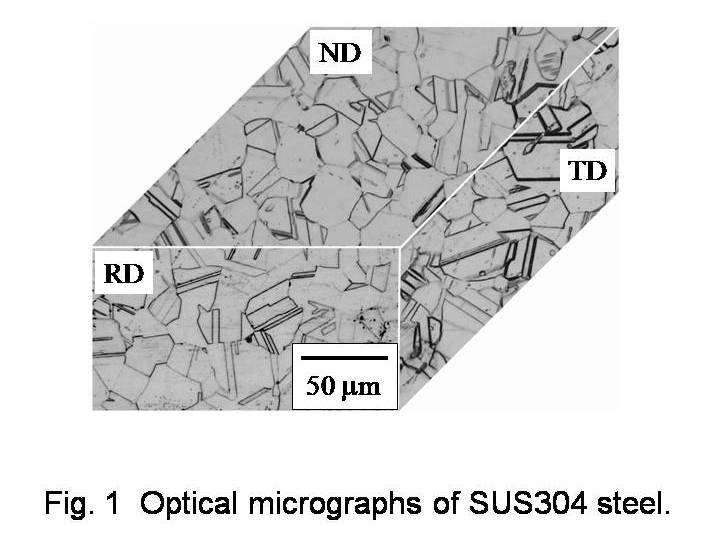
Sanga et al., the Ni equivalent was calculated to be 23.1%. Figure 1 shows an optical micrograph of the SUS304 steel. The average austenite grain size measured by the line intercept method was 23 micrometer. Tensile test specimens with a gage length of 25 mm and gage width of 5 mm were machined from the sheets. Static tensile tests were performed with an initial strain rate of 3.3 × 10-4 s-1 at various test temperatures between 123 and 373 K by using a gear-driven
type Instron machine. Test samples deformed by various amounts of true
strains were also prepared for x-ray diffraction analysis to investigate
the effect of temperature on the stress-induced transformation kinetics.
Quantitative estimation of the austenite and martensite phases by x-ray
diffraction was based on the principle that the total integrated intensity
of all diffraction peaks for each phase in a mixture is proportional to
the volume fraction of that phase.
In this study, the commercial metastable austenitic stainless steel JIS-SUS304,
with a thickness of 1.5 mm, was used. By employing the equation used by
Sanga et al., the Ni equivalent was calculated to be 23.1%. Figure 1 shows an optical micrograph of the SUS304 steel. The average austenite grain size measured by the line intercept method was 23 micrometer. Tensile test specimens with a gage length of 25 mm and gage width of 5 mm were machined from the sheets. Static tensile tests were performed with an initial strain rate of 3.3 × 10-4 s-1 at various test temperatures between 123 and 373 K by using a gear-driven
type Instron machine. Test samples deformed by various amounts of true
strains were also prepared for x-ray diffraction analysis to investigate
the effect of temperature on the stress-induced transformation kinetics.
Quantitative estimation of the austenite and martensite phases by x-ray
diffraction was based on the principle that the total integrated intensity
of all diffraction peaks for each phase in a mixture is proportional to
the volume fraction of that phase.
本研究においては,市販のSUS304鋼を用いた(厚さ1.5 mm).Fig. 1には,SUS304鋼の光学顕微鏡写真を示す.各面の写真を用いて測定した平均オーステナイト粒径は23ミクロンであった.本試料より平行部長さ25
mm,平行部幅5 mmの引張試験片を作製し,試験温度を変えて静的引張試験を行った.この時,試験温度は恒温槽により123〜373Kの間で変化させ,ひずみ速度は3.3x10-4 s-1にて行った.
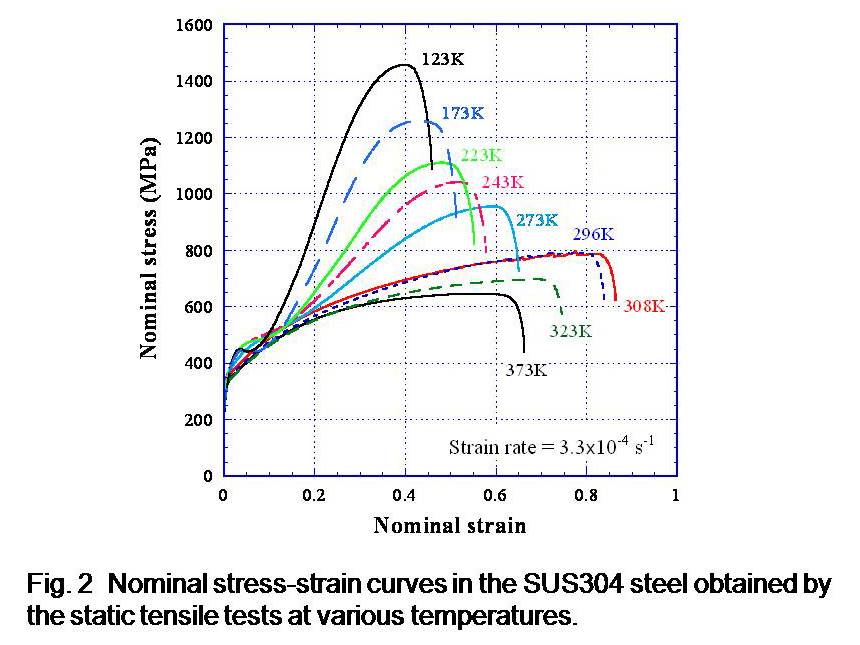
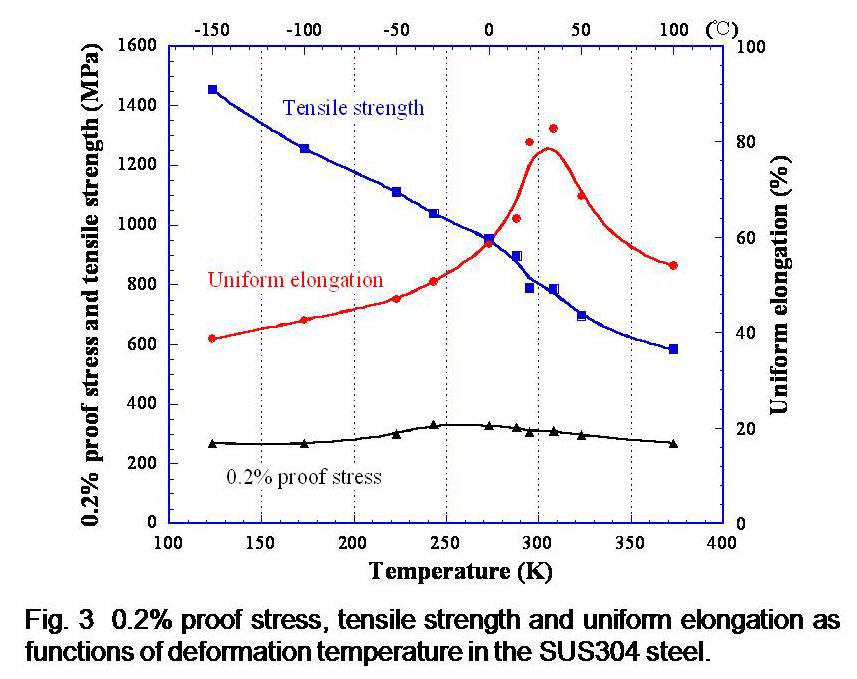
Figure 2 presents the nominal stress-strain curves for SUS304 steel obtained by
static tensile tests at various test temperatures. The mechanical properties
are summarized by the test temperature in Fig. 3. The tensile strength increased with decreasing temperature, and the uniform
elongation reached its maximum at 308 K.
Fig. 2に,様々な試験温度で得られた公称応力-ひずみ曲線を示す.Fig. 3には0.2%耐力,引張強さ,均一伸びを試験温度に対してそれぞれ整理した.引張強さは,温度低下とともに増大し,均一伸びは308 Kの時に一番良い値(82.7 %)が得られた.
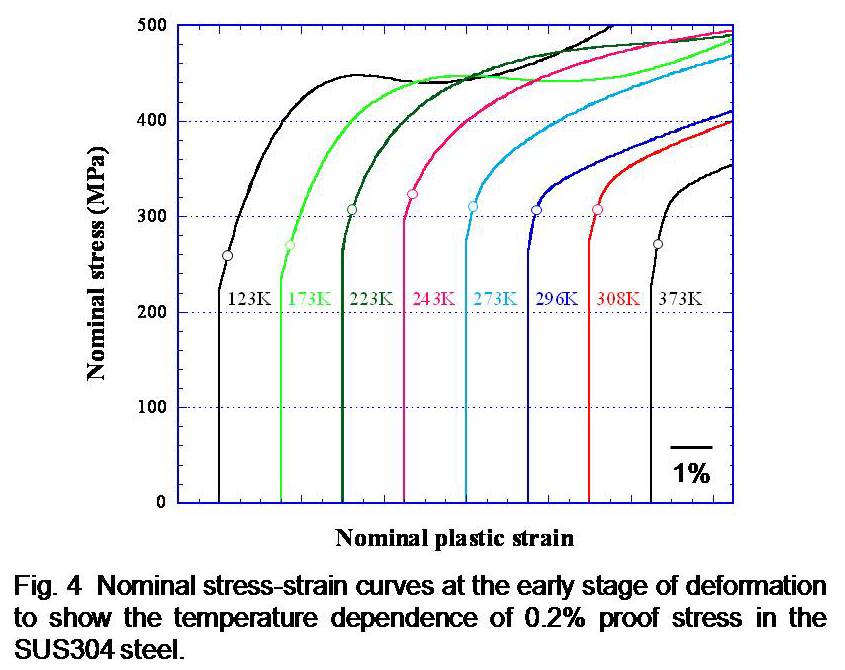 Figure 4 shows the early stage of nominal stress-strain curves at various deformation
temperatures. The inverse temperature dependence of 0.2% proof stress was
observed below 243 K. This has been associated with the transformation
strain of stress-induced martensite formed before yielding of austenite;
thus, the Msσ temperature for SUS304 steel appears to be approximately
243 K.
Figure 4 shows the early stage of nominal stress-strain curves at various deformation
temperatures. The inverse temperature dependence of 0.2% proof stress was
observed below 243 K. This has been associated with the transformation
strain of stress-induced martensite formed before yielding of austenite;
thus, the Msσ temperature for SUS304 steel appears to be approximately
243 K.
Fig. 4には,変形初期における公称応力-ひずみ曲線を示す.図における白丸は各温度における0.2%耐力を示している.Fig. 3にも示したように,0.2%耐力は243 Kまでは試験温度の低下とともに増大したが,それ以下になると低下した.また,223 K以下においては,変形初期の公称応力-ひずみ曲線を見ると応力の増加がいったん停滞した後再び増大する,いわゆる「リューダース型」の変形を示したことがわかった.以上のことから,SUS304鋼における降伏前に加工誘起変態が開始するMsσ点は約243 Kであることがわかった.
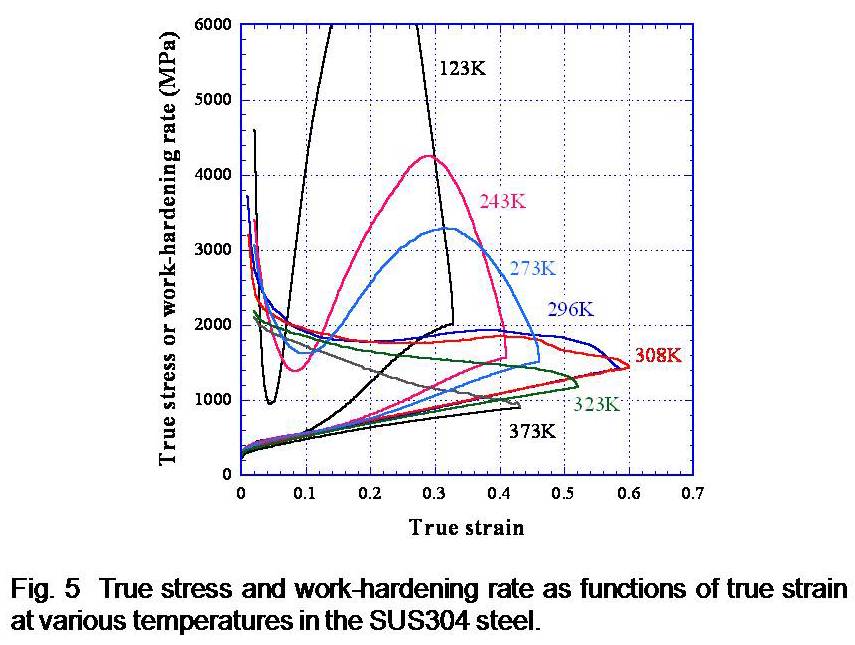 Figure 5 shows the true stress and work-hardening rate as functions of true strain
at various temperatures. The work-hardening rate depended greatly on the
deformation temperature; below room temperature, it stopped decreasing
and began to increase again. The work-hardening rate appears to be affected
by the stress-induced martensitic transformation behavior. The enhancement
of uniform elongation at 308 K was attributed to the suppression of necking
because a higher work-hardening rate than flow stress could be maintained
until higher strains were reached.
Figure 5 shows the true stress and work-hardening rate as functions of true strain
at various temperatures. The work-hardening rate depended greatly on the
deformation temperature; below room temperature, it stopped decreasing
and began to increase again. The work-hardening rate appears to be affected
by the stress-induced martensitic transformation behavior. The enhancement
of uniform elongation at 308 K was attributed to the suppression of necking
because a higher work-hardening rate than flow stress could be maintained
until higher strains were reached.
Fig. 5には,様々な試験温度における真応力-ひずみ曲線と加工硬化率曲線を示す.常温以下になると,加工硬化率は変形の途中で再び増大した.これは加工誘起変態挙動が大きく関係していると思われる.優れた均一伸びの得られた308 Kにおいては高ひずみ域まで加工硬化率が変形応力よりも高かったために,塑性不安定条件を満たすひずみ(=均一伸び)がより大きくなったと説明することができる.
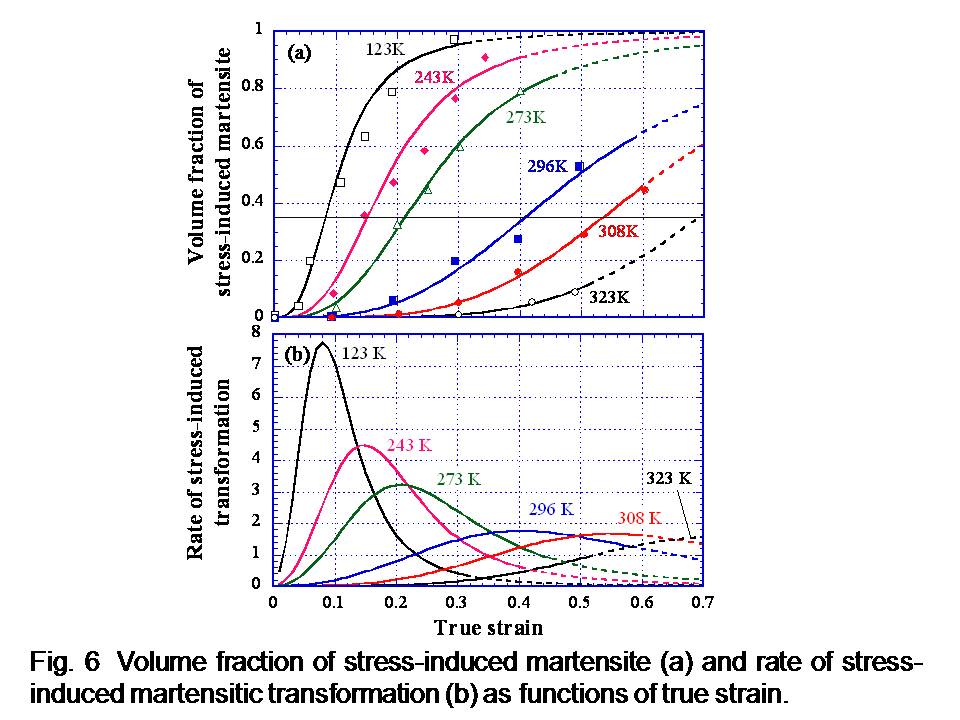
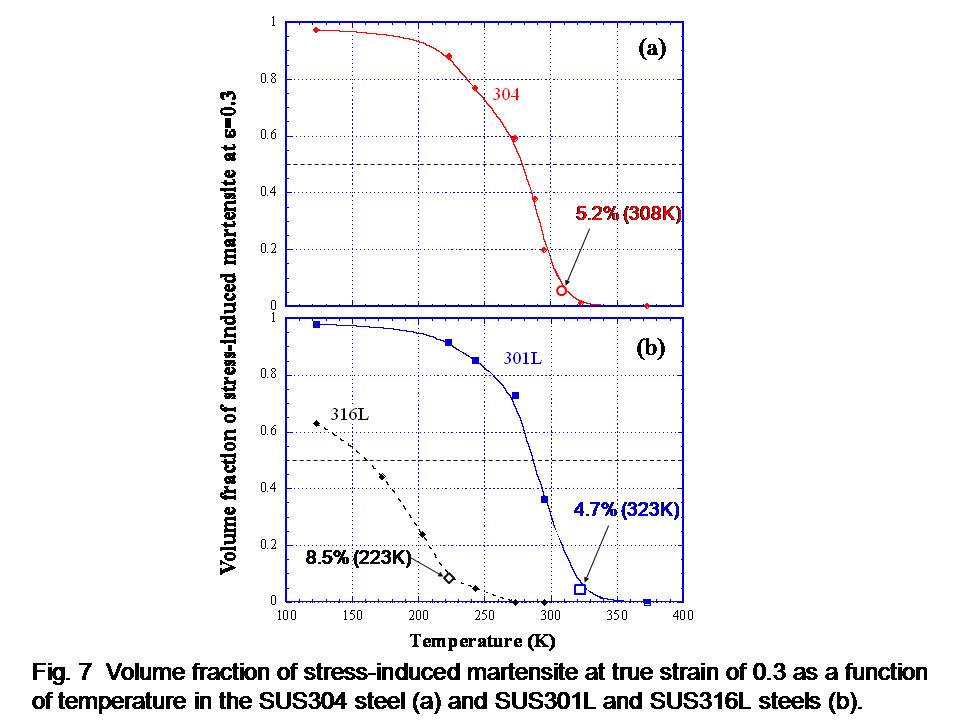
Figure 6 (a) shows the volume fractions of stress-induced martensite as a function
of true strain at various temperatures. In this figure, plots are the measured
results by x-ray diffraction analysis, and solid or dashed lines are described
by the equation proposed by Matsumura et al. The volume fractions of martensite
at the same true strain increased with decreasing of deformation temperature.
Deformation at 373 K resulted in no stress-induced martensite transformation
detected by x-ray diffraction, which means the Md temperature for SUS304
steel is between 323 and 373 K. Figure 7 (a) represents the volume fraction of martensite at true strain of 0.3 as
a function of deformation temperature in SUS304 steel. Judging from Fig. 7 (a), the Md30 temperature in SUS304 steel is approximately 280 K.
At 308 K, the volume fraction of stress-induced martensite at true strain of 0.3
was 5.2 %. Figure 7(b) presents the volume fraction of martensite at true strain of 0.3 in SUS301L
and SUS316L steels. In Figs. 7 (a) and (b), the opened plots indicate the results at maximum uniform elongation for
each specimen. Although the temperatures at maximum uniform elongation
were different for the three steels, the volume fractions of martensite
at true strain of 0.3 for the maximum uniform elongation were approximately
5 % independent of the deformation stability for austenite. Therefore,
one condition for the maximum uniform elongation due to the TRIP effect
is that the volume fraction of stress-induced martensite at true strain
of 0.3 should be approximately 5 %.
Figure 6 (b) shows the rate of stress-induced transformation per unit strain as a function
of true strain at various temperatures. The transformation rate denotes
the slope of the curves in Fig. 6 (a). The transformation rate at each temperature increased to the maximum after the start of deformation and decreased after the maximum rate. The maximum rate of stress-induced transformation became high, but the transformation rate decreased abruptly with decreasing deformation temperature. The maximum transformation rate at 308 K was almost 2 and the true strain for maximum rate at 308 K was close to uniform elongation. Hence, as a second condition for obtaining the maximum TRIP effect, the rate of stress-induced martensitic transformation per unit strain
should achieve its maximum near uniform elongation, and its maximum transformation
rate should be approximately 2.
On the other hand, after summarizing the relationship between the volume
fraction of martensite and the transformation rate as shown in Figs. 6 (a) and (b), the volume fraction of stress-induced martensite at the maximum transformation
rate was found to be approximately 35% independent of the deformation temperature. It is very interesting that such a correlation between the volume fraction
of martensite and the transformation rate can be observed in the effect
of temperature on stress-induced martensitic transformation behavior.
Fig. 6 (a)は,様々な温度における加工誘起マルテンサイト体積率を真ひずみに対して整理した.同じひずみにおけるマルテンサイト体積率は温度低下とともに増加し,373 Kにおいて加工誘起マルテンサイトは認められなかった.Fig. 7 (a)はひずみ30%における加工誘起マルテンサイト体積率を温度に対して整理した結果である.これよりSUS304鋼のMd30点は約280 Kであることがわかった.
また,Fig. 7 (a)に示すようにSUS304鋼において優れた均一伸びの得られた308 Kでは,ひずみ30%におけるマルテンサイト体積率は5.2 %であった.Fig. 7 (b)には加工安定性の異なるSUS301L, SUS316L鋼に関する同様の結果を示す.SUS301L, SUS316L鋼においても,優れた均一伸びの得られた温度におけるひずみ30%での加工誘起マルテンサイト体積率は同様に約5 %であった.以上のことから,準安定オーステナイト鋼においてTRIP効果により最大の均一伸びのための条件の一つとして,「真ひずみ30%における加工誘起マルテンサイト体積率が約5 %である」と整理できる.
Fig. 6 (b)には,様々な温度における加工誘起変態速度を示す.各温度における変態速度は,変形開始後に最大値まで増加し,その後減少した.試験温度が低いほど,最大の変態速度は大きくなったが,その後急激に低下した.308
Kにおける最大変態速度は約2であり,そのときのひずみは均一伸びに近いことがわかった.以上のことから,TRIP効果により最大の均一伸びのためのふたつ目の条件として,「加工誘起変態挙動において均一伸び付近で最大の変態速度を迎え,その大きさは約2である」と結論づけられた.
一方で,Fig. 6 (a)と(b)に示した,加工誘起変態の体積率と変態速度の関係を詳細に眺めると,最大の変態速度における加工誘起マルテンサイト体積率は試験温度によらず約35 %であることも明らかとなった.
![]()
The conditions of stress-induced martensitic transformation to realize
maximum uniform elongation by the TRIP effect can be summarized in terms
of the martensite volume fraction and rate of transformation by the experimental results of SUS304 steel
1. The volume fraction of stress-induced martensite at true strain of 0.3
should be approximately 5 %
2. The rate of stress-induced martensitic transformation per unit strain
should achieve its maximum near uniform elongation, and its maximum transformation
rate should be approximately 2.
Special thanks to Y.Morimoto, T.Tonan and Y.Shibata
